Industry 4.0 has emerged as the perfect scenario for boosting the application of novel artificial intelligence (AI) and machine learning (ML) solutions to industrial process monitoring and optimization. Artificial intelligence is a set of techniques and methodologies aimed at allowing machines, especially computer systems, to simulate human intelligence processes. Machine learning is a subset of artificial intelligence, which provides a set of methodologies and strategies to allow systems for improvement. ML relies in automatic learning procedures, which generate knowledge from previous experiences (data).
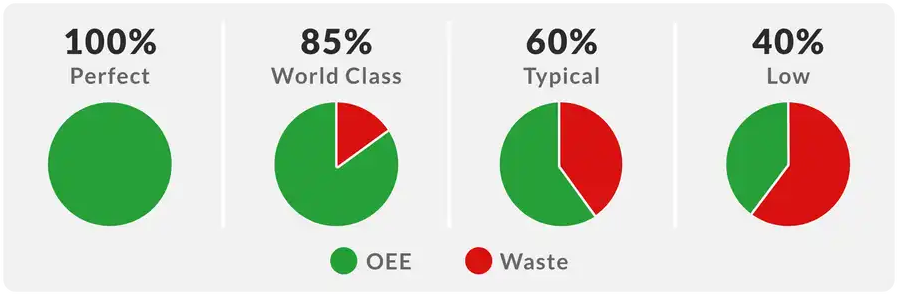
One of the key elements on this new industrial revolution is the hatching of massive process monitoring data, enabled by the cyber-physical systems (CPS) distributed along the manufacturing processes, the proliferation of hybrid Internet of Things architectures supported by polyglot data repositories, and big data analytics capabilities. Industry 4.0 paradigm is data-driven, where the smart exploitation of data is providing a large set of competitive advantages impacting productivity, quality, and efficiency KPIs. OEE has emerged as the target KPI for most manufacturing industries due to the fact that considers three key indicators: availability, quality, and performance.
Therefore, there is an opportunity on improving the performance of manufacturing processes taking as input those new streams of information; going through analytical processes; creating new supporting models, tools, and services; and benchmarking their recommendations and outcomes against classical approaches. To that end, the OEE is aimed at measuring types of production losses and indicating areas of process improvement, ideal to be used as a benchmarking KPI, and one of the main indicators used in manufacturing execution systems (MES).